Автоматическая полировка пресс-форм для производства укупорочных средств методом компрессионного формования
Содержание
- Введение
- Компрессионное формование и качество поверхности формы
- Сложности при ручной полировке пресс-форм
- Опыт применения ручной полировки клиентом компании GPAINNOVA
- Поиск решения для повышения качества полировки
- Решение, предложенное компанией GPAINNOVA
- Преимущества автоматизированной полировки поверхности DLyte
- Как работает технология DryLyte
- Заключение
В компанию Dlyte обратился производитель оборудования и расходных материалов для компрессионного формования крышек и укупорочных средств, являющийся лидером в области производства машин для литья под давлением и компрессионного формования.

Укупорочные средства и крышки
Компрессионное формование и качество поверхности формы
Компрессионное формование - это эффективная и экологически безопасная технология производства крышек, представляющая собой хорошую альтернативу литью под давлением. Это объясняется несколькими факторами. Прежде всего компрессионное формование требует гораздо меньших энергозатрат, так как исключает необходимость предварительно разжижать пластик. Во-вторых, оно дает возможность создавать изделия более сложной формы. И наконец, позволяет избавиться от линий сварки, присутствующих при литье под давлением. Последний фактор особенно важен, так как безупречный внешний вид и функциональность укупорочных средств имеет решающее значение.
Производительность - ключевой фактор для производства крышек методом компрессионного литья, поскольку именно производительность является одним из преимуществ в сравнении с литьем под давлением. Производительность зависит от продолжительности цикла, времени простоя оборудования и оснастки, а также от процента брака. Эти параметры можно оптимизировать путем усовершенствования системы подачи охлаждающей жидкости, что требует более сложной конструкции и лучшего качества поверхности пресс-формы.
Качество поверхности пресс-формы для производства крышки влияет на производительность, качество и внешний вид конечного продукта. Хорошее качество поверхности предотвращает:
-
Появление дефектов на поверхности формующейся крышки;
-
Снижение производительности пресс-формы из-за длительных циклов прессования;
-
Сокращение срока службы пресс-форм;
-
Залипание формующейся крышки при декомпрессии.
Для достижения требуемого качества поверхности пуансонов пресс-формы компании используют ручную или автоматизированную полировку.
Сложности при ручной полировке пресс-форм
Ручная полировка — это абразивный метод полировки с применением щеток, войлока и полировальных составов, использование которых приводит к неравномерному истиранию финишной поверхности пресс-формы. Он взывает высокий риск деформации самой формы, а также размеров и геометрии формующегося изделия. Кроме того, этот метод требует больших трудовых затрат и отнимает много времени.
Основные сложности при ручной полировке можно охарактеризовать так:
-
Очень трудоемкий процесс;
-
Неоднородность текстуры и качества пуансонов для компрессионного формования;
-
Длительное время простоя пресса из-за необходимости дообработки отдельных пуансонов комплекта;
-
Неоднородность качества поверхности, связанная с навыками оператора;
-
Высокая стоимость процесса.
Узнать, когда наступила необходимость в полировки пуансонов пресс-форм можно по следующим сигналам:
-
На пуансоне появилась шероховатость;
-
Наблюдаются проблемы с залипанием при сжатии и разжатии;
-
На пуансоне появилась коррозия.
Опыт применения ручной полировки клиентом GPAINNOVA
До обращения в GPAINNOVA компания комбинировала автоматизированную полировку поверхности с ручной, так как автоматизированного метода полировки, способного обеспечить требуемое качество и точность полировки, просто не существовало. Компания применяла многоступенчатый процесс полировки, включающий автоматизированную абразивную полировку ореховой скорлупой и ручную полировку с использованием нейлоновых и латунных щеток, войлочных щеток, наждачного камня и полировальных составов.
Эти операции не только требовали значительных затрат ресурсов, но и были экономически неэффективными: приводили к высокому проценту брака деталей, замене оснастки и низкому качеству конечного продукта. Однако после обращения в GPAINNOVA компания выяснила, что обработка поверхности пуансонов пресс-форм может быть полностью автоматизирована, что позволит повысить повторяемость и качество изделий и снизить производственные затраты.
Поиск решения для повышения качества полировки
Компания искала способы повышения производительности и качества пуансонов для пресс-форм. Клиенту требовалось отполировать оснастку таким образом, чтобы получить более высокое качество поверхности и увеличить ее срок службы, тем самым сократив время простоя пресса. Клиент хотел достичь зеркальной поверхности и значительного снижения шероховатости до Ra = 0,05 мкм при сохранении радиуса внешних и внутренних острых кромок менее 0,015 мм.

Пресс-форма для крышки
Ознакомиться с оборудованием →
Решение, предложенное компанией GPAINNOVA
Клиент подготовил партию образцов стальных пуансонов, изготовленных из мартенситной хромистой стали - сплава, разработанного для применения в особых условиях, где требуется экстремальная прочность и хорошая твердость изделия. Детали были обработаны методом токарной и электроэрозионной обработки до шероховатости, измеренной на уровне Ra = 0,4 и 0,1 мкм. Для того чтобы избежать залипания, преждевременного разрушения и длительного простоя пресса, было установлено требование к шероховатости в зоне пуансона, контактирующей с пластиком не выше чем 0,05 мкм.

Основные факторы, определяющие стоимость одного изделия, определяются показателем CAPEX (расходы, связанные с затратами на оборудование, необходимое для обеспечения годового производства, объемом партии, временем изготовления одной партии) и OPEX (расходы, определяемые массой материала, снимаемого с одной детали, сроком службы среды, в которой происходит обработка, и затратами на техническое обслуживание).
Срок службы электролита определяется его металлопоглощающей способностью, поскольку металл, удаляемый из деталей, абсорбируется частицами элеткролита. Метод, который мы используем для расчета срока службы электролита, связан с количеством металла, которое он может поглотить до того, как потеряет эффективность. Таким образом, изначально мы смогли рассчитать количество изделий, которое возможно обработать в одном контейнере электролита, основываясь на показателях средней массы снимаемого с одной детали металла, рассчитанного при тестовой обработке пуансона.
Далее на основе сплава металла, начальной и целевой шероховатости и геометрии детали был произведен подбор электролита.
После этого инженерный отдел разработал приспособления для фиксации деталей во время процесса, делается это таким образом, чтобы избежать эффекта тени, предотвратить повреждение детали от удара и увеличить производительность одного цикла оборудования. Для проведения эксперимента была выбрана установка DLyte PRO500, компактный станок с высокой производительностью, специально разработанный для крупного производства (может обрабатывать до 32 пуансонов за цикл). Параметры движения и скорости были определены таким образом, чтобы обеспечить идеальный поток электролита и электричества через всю деталь.

Приспособления для фиксации деталей во время обработки DryLyte
Чтобы определить идеальное сочетание параметров процесса для достижения требуемых характеристик поверхности, наименьших временных затрат и стоимости обработки, были проведены различные испытания изделия до и после обработки.
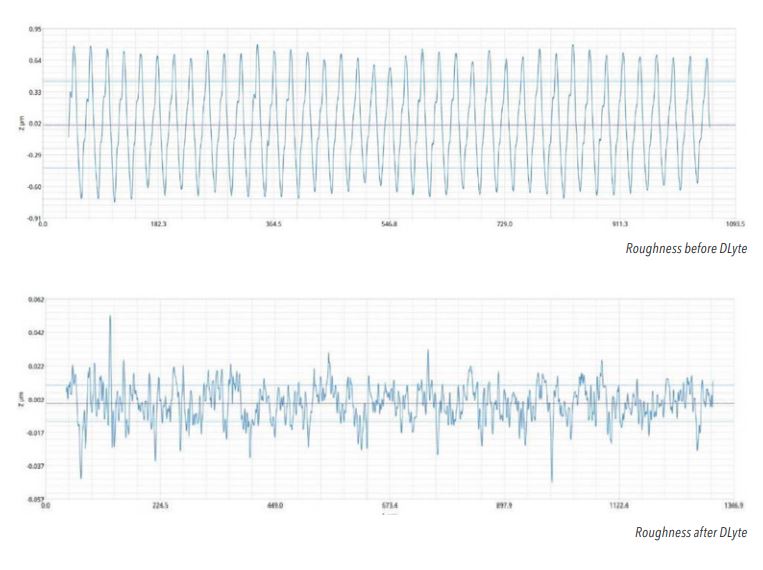
Уровень шероховатости до и после обработки DLyte
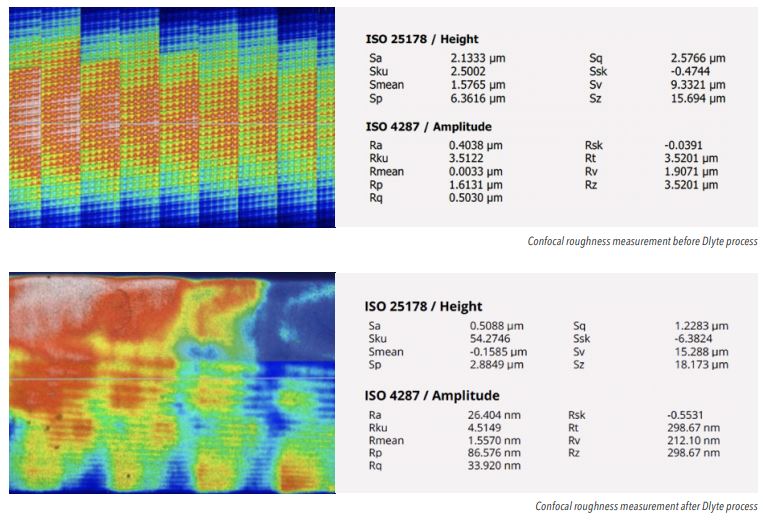
Конфокальное измерение шероховатости до и после обработки DLyte
Инженеры провели пробные испытания, применяя различное время и параметры процесса, после чего производили измерения шероховатости.
Наилучшие результаты были достигнуты при использовании сухих суспензионных электролитов с добавлением раствора на основе гелевых частиц и электрически непроводящей жидкости. Непроводящая жидкость защищает поверхность изделия от окисления, вызванного кислородом. Время обработки составило 90 минут для партии из 32 изделий, средняя шероховатость после обработки составила 0,35 мкм, а конечная шероховатость - менее 0,03 мкм. Радиус внутренних и внешних острых кромок был ниже целевого значения 0,015 мм. Снятие массы составило 0,1 грамма на деталь.
Принимая во внимание удаление веса в размере 0,1 грамм на одну деталь и удаление веса при полной рабочей камере со средой объемом 150 литров (в случае стали с сухой суспензионной средой это 2,3 кг), благодаря решению DLyte GPAINNOVA может обработать 23 000 деталей за жизненный цикл среды. С учетом времени обработки в 90 минут и предполагаемого времени загрузки и выгрузки фиксаторов в 4 минуты, общее время обработки составляет 94 минуты на одну партию из 32 деталей. Дневная производительность с учетом 1 смены составляет 160 штук, а годовая производительность с учетом 250 рабочих дней - 40 000 штук.
Опыт GPAINNOVA, говорит о том, что получаемые показатели шероховатости, средней массы удаляемого материала и длительности процесса могут варьироваться в зависимости от геометрии и исходного состояния поверхности изделий перед обработкой по технологии DryLyte.
Ознакомиться с оборудованием →
Преимущества автоматизированной полировки поверхности DLyte
Среди основных технических преимуществ нового процесса обработки поверхности DLyte следует выделить следующие:
-
Однородные результаты по всей поверхности, сохранение геометрии и допусков
DLyte является более точным и однородным способом обработки по сравнению с использующимися сегодня абразивными процессами, так как удаление материала происходит электрохимическим путем, который зависит в большей части от напряжения электрического поля. Технология DryLyte делает полировку пуансонов точной и надежной, сохраняя предельные допуски и радиусы. Самый большой недостаток ручной полировки в том, что качество поверхности зависит от навыков оператора, что может привести к неоднородным и постоянно меняющимся результатам.
-
Лучший результат шероховатости (Ra менее 0,05 мкм).
DLyte может уменьшить шероховатость более чем на 80% без каких-либо негативных последствий. Используемые ранее процессы обработки поверхности не могли снизить шероховатость до уровня Ra = 0,05 мкм, поэтому требовалась финишная ручная полировка.
-
Стабильные результаты для различных партий в электролитной среде
Использование сухого электролита не требует дополнительного обслуживания, поскольку среда поглощает ионы металла во время обработки, а катод остается при этом чистым, что позволяет достичь высококачественных результатов обработки с нулевым количеством брака. Абразивные процессы в свою очередь требуют замены части рабочей среды для поддержания повторяющихся результатов.
-
Увеличение срока службы отполированных изделий
В результате DLyte обработки улучшается коррозионная стойкость поверхности. Образцы, обработанные с помощью DLyte, корродируют медленнее, чем детали, обработанные абразивными методами. Процесс DLyte также обеспечивает повторяющуюся, ненаправленную и равномерную обработку, так как вместо абразивного истирания поверхности удаление материала происходит за счет ионного переноса.
Экономические преимущества:
Среди основных эксплуатационных и экономических преимуществ нового процесса обработки поверхности DLyte стоит выделить следующие:
-
Снижение сложности процесса
DLyte заменяет ручную обработку и абразивные автоматизированные процессы, сокращая время обработки и обеспечивая постоянство качества.
-
Уменьшение занимаемой площади
Процесс DLyte отличается высокой производительностью при очень компактной площади. Ручная полировка требует нескольких станций, а значит в 3 раза больше места на производственных площадях. Кроме того, абразивная полировка требует периферийного оборудования для рециркуляции воды и утилизации шлама и отходов.
-
Сокращение издержек
Новый вид обработки предполагает снижение производственных затрат более чем на 80%, включая сам технологический процесс, логистику, улучшение качества, снижение брака и отходов от пуансонов.
-
Улучшенное качество поверхности
-
Простое управление отходами
С утилизацией отходов сухого электролита легко справляются стандартные службы. В свою очередь, весь удаленный с заготовок металл остается в среде. Поскольку он твердый, отсутствует риск его попадания в водотоки или стоки.
Экологические преимущества:
-
Воздействие на работников во время процесса и обслуживания
Процесс DLyte не создает пыли и сильного шума. Металлы, удаляемые с деталей, остаются в среде, поэтому рабочие не подвергаются воздействию шлама или пыли. В то время как абразивная обработка поверхности требует окончательной ручной полировки для достижения требуемого качества поверхности, что влечет за собой дополнительное воздействие пыли и токсичных частиц на рабочих.
-
Простое хранение электролита

Сухой электролит
Dlyte использует только твердые электролитные среды с низкой концентрацией кислоты, которые можно обрабатывать и хранить без дополнительных мер безопасности. Она не вредна для работников, и, поскольку является твердым отходом, снижается вероятность ее сброса в стоки и водотоки.
Как работает технология DryLyte
DryLyte - это запатентованная технология шлифовки и полировки металлов путем переноса ионов с использованием свободных твердых тел. Технология DryLyte работает путем объединения электрического потока, создаваемого высокопрецизионным катодом, с движением деталей через электрополирующую среду. В результате происходит ионный обмен, удаляющий материал только с пиков шероховатости. Процесс не скругляет кромки и позволяет получить доступ к внутренним углам, которые труднодоступны при механическом воздействии.
Технология комбинирует процессы механической обработки поверхности и жидкостной электрополировки, позволяя снизить шероховатость поверхности без нарушения геометрии, поскольку удаление происходит за счет переноса ионов, а не абразивного воздействия на поверхность. Оборудование использует электрическое напряжение с определенными электрическими параметрами и приводит в движение детали, закрепленные фиксаторами внутри емкости, заполненной электролитом. Каждый раз, когда частица электролита ударяется о поверхность металла, происходит транспортировка ионов.
Заключение
Технология автоматизированной полировки металлических изделий DLyte позволяет добиться зеркальной глянцевой поверхности пресс-форм с минимальными показателями шероховатости, что повышает качество, функциональность и внешний вид финального изделия. Для ее внедрения в технологический процесс необходимо в три раза меньше места, чем для абразивной обработки поверхности, за счет чего происходит оптимизация произведенных площадей, повышается производительность и снижаются эксплуатационные затраты на электроэнергию и воду. DLyte сокращает временные затраты на полировку и повышает качество обработанной поверхности, именно поэтому эту технологию используют уже более 600 предприятий-производителей разного рода изделий по всему миру.
Если вы задумались о внедрении аддитивных технологии, но испытываете сомнения, мы ответим на все вопросы, сделаем тестовое изделие или сканирование, чтобы вы смогли принять окончательное решение.
Записаться можно удобным для вас способом:
- по электронной почте: [email protected],
- через чат на сайте,
- по телефону: 8 (800) 500-33-91,
- или через форму подачи заявки на любой странице.
Заказать принтеры или другие промышленные решения можно по этой ссылке.